Powder Paint Fluid Bed Problems

Powder Coating Fluid Bed W Bonus Powder Paint And Jigs Crappie Jigs Fishing Lures Crappie

Fluidization And Fluidizing Bed Issues Powder Coatings Ifs Coatings
What Is Blooming In Powder Coating And How Do I Prevent It Products Finishing

Everything You Wanted To Know About Fluidized Bed But Were Afraid To Ask Powdercoatingonline Compowdercoatingonline Com
My Fluid Bed Plans
How To Polish Powder Coating L Keep Your Coated Parts Shining Bright Eastwood Youtube

With a fluidizing bed powder that is too fine can cause irregular coverage.
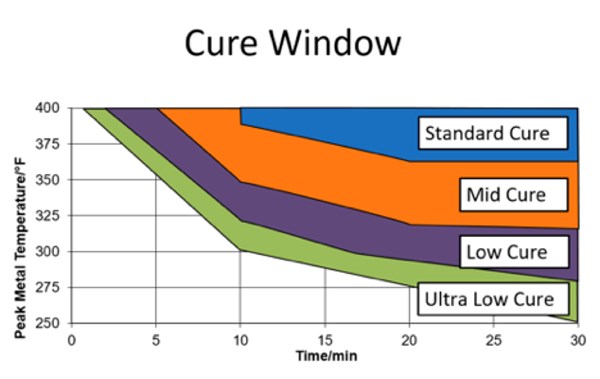
Powder paint fluid bed problems.

Post Addable Powder Coating Additive Technology 2018 06 05 Pci Magazine

Powder Coating Robot Powder Coating Equipment Powdercoating Structure Design

Pin On Powder Coating Reciprocator

Small Powder Coating System Powder Coating Equipment Powder Coating System Powder Coating Machine
Source : pinterest.com
